Top Benefits of Black Eptfe Membrane in Filtration Applications?
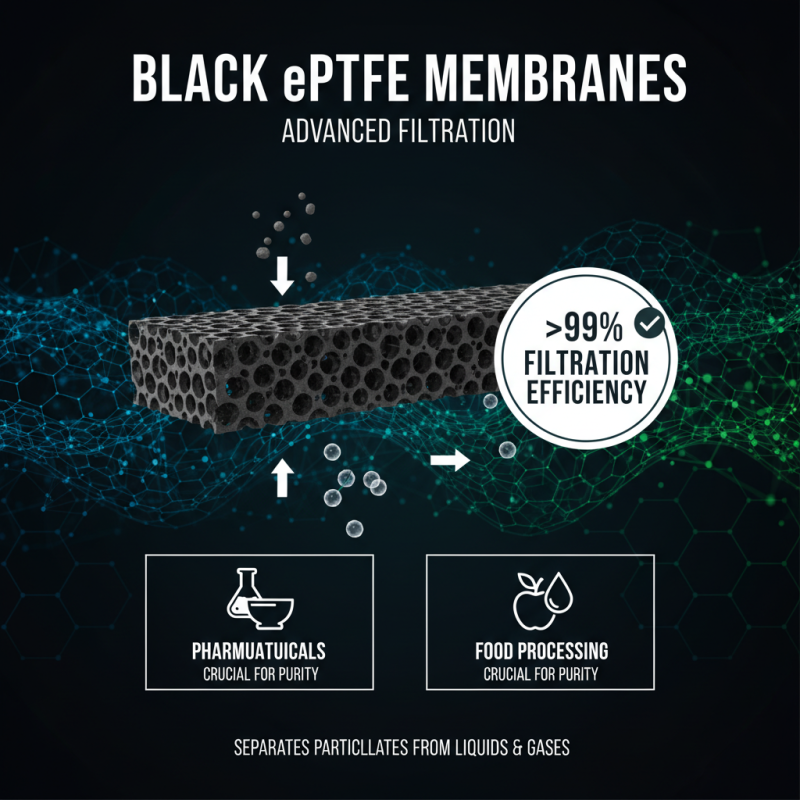
The Black Eptfe Membrane has emerged as a vital component in various filtration applications. Its unique properties set it apart from traditional membranes. With a robust structure, it offers superior filtration efficiency. This material excels in separating impurities from liquids and gases. Its chemical resistance promotes longer service life and durability.
Many industries, such as pharmaceuticals and water treatment, benefit from this technology. The Black Eptfe Membrane’s ability to withstand harsh conditions enhances its practicality. However, understanding its limitations is essential. For instance, the manufacturing process can be complex and cost-intensive. Users must balance these factors against the membrane’s benefits.
In the quest for optimal filtration solutions, it is essential to consider the Black Eptfe Membrane. This innovative material can elevate operational performance. Yet, questions about its long-term sustainability remain. Careful evaluation is crucial for industries looking to invest in filtration technologies.
Key Characteristics of Black ePTFE Membranes in Filtration
Black ePTFE membranes are gaining attention in various filtration applications due to their unique properties. These membranes feature enhanced chemical resistance, making them ideal for aggressive environments. According to recent industry reports, the global ePTFE market is projected to grow by 9% annually, driven by demand for high-performance filtration materials.
One key characteristic of black ePTFE membranes is their exceptional pore structure. The membranes have uniform pores that allow for efficient separation of particles, ensuring high filtration accuracy. The intrinsic hydrophobic nature repels water while allowing air and gases to pass through. This characteristic is particularly useful in applications requiring moisture management.
*Tip: When selecting a filter membrane, consider the type of fluid to be filtered. Not all membranes are suitable for every application.*
Despite their advantages, black ePTFE membranes can also have limitations, such as their cost. The price may be higher compared to traditional options. Additionally, improper handling could lead to damage, affecting performance. Users must balance these factors against their specific filtration needs.
*Tip: Always conduct thorough testing to ensure compatibility with your application.*
Top Benefits of Black ePTFE Membrane in Filtration Applications
Advantages of Black ePTFE in Chemical Resistance Applications
The black ePTFE membrane is becoming popular in various chemical resistance applications. Its unique properties make it suitable for challenging environments. With excellent chemical stability, black ePTFE withstands aggressive substances. This feature is crucial in industries like pharmaceuticals and chemical processing.
One notable advantage is its high temperature tolerance. It can endure extreme temperatures without degrading. This flexibility is essential for processes with fluctuating heat levels. Users often report fewer material failures when using this membrane.
Tips: Ensure proper installation to maximize its benefits. Small mistakes can lead to leaks or failures. Regular maintenance checks help prevent issues over time. It's also wise to monitor the chemical compatibility regularly to avoid unexpected reactions.
Additionally, its non-stick surface makes cleaning easier. This property keeps the membranes functioning optimally. However, some users find that dirt can accumulate in hard-to-reach areas. A thorough cleaning routine can help address this concern. Overall, black ePTFE membranes offer significant advantages.
Comparison of Black ePTFE and Traditional Membrane Materials
When comparing black ePTFE membranes to traditional membrane materials, several key advantages emerge. Black ePTFE offers exceptional chemical resistance, which is vital in many filtration applications. Reports indicate that these membranes can withstand aggressive solvents and acids better than conventional polymers. This makes them suitable for diverse industries, like pharmaceuticals and chemicals. The longevity of ePTFE also stands out, with lifespan improvements noted in filtration tests.
Another aspect is efficiency. Black ePTFE membranes often display higher flow rates compared to traditional options. This leads to better performance in separation processes. Recent studies show that using ePTFE increases throughput by up to 25%. However, it’s important to recognize that while these membranes excel in durability, they can be more expensive upfront.
Tips for using ePTFE membranes include proper sealing to avoid leakage, ensuring compatibility with the specific chemicals involved. Regular maintenance can prolong their lifespan. Always consider the environment where these membranes will be used. While they have advantages, they are not infallible. Some applications may still benefit from traditional materials, especially where cost is a significant factor. Balancing performance and expense is essential.
Top Benefits of Black ePTFE Membrane in Filtration Applications
| Feature |
Black ePTFE Membrane |
Traditional Membrane Materials |
| Chemical Resistance |
Excellent |
Moderate |
| Temperature Tolerance |
High (up to 260°C) |
Lower (typically 200°C) |
| Pore Structure |
Controlled and Uniform |
Variable |
| Hydrophobicity |
Highly Hydrophobic |
Less Hydrophobic |
| Gas Permeability |
Very High |
Lower |
| Durability |
Long-lasting |
May degrade faster |
| Cost |
Higher initial cost |
Lower initial cost |
Applications of Black ePTFE Membranes in Various Industries
Black ePTFE membranes are widely used in various industries due to their unique properties. In the filtration sector, these membranes excel at trapping particles and contaminants while allowing gases to pass through. This functionality is crucial in industries like pharmaceuticals, where purity is paramount. The lightweight nature of black ePTFE also enhances handling efficiency.
In the automotive sector, black ePTFE membranes find their way into various applications. They help in air filtration systems, improving air quality inside vehicles. They also resist harsh conditions, providing reliable performance over time. However, their production can be resource-intensive.
In the medical field, black ePTFE membranes are used in wound dressings and implants. Their biocompatibility promotes healing, making them ideal for sensitive applications. Yet, there’s still ongoing research to better understand their long-term effects in the body. While they offer many advantages, careful consideration of their environmental impact remains essential.