Black Eptfe Membrane Features and Benefits for Global Buyers?
In the ever-evolving landscape of materials technology, the "Black Eptfe Membrane" stands out for its distinctive features and benefits. Dr. Alice Johnson, a renowned expert in membrane technology, once described it as a “game-changer for filtration applications.” This encapsulates the innovation that Black Eptfe Membrane brings to various global markets.
The Black Eptfe Membrane is known for its exceptional chemical resistance and durability. Its hydrophobic properties make it ideal for applications in harsh environments. Industries across the globe have begun to recognize its potential, yet awareness remains limited. Many buyers are still unaware of how it can enhance their processes.
Despite its numerous advantages, some challenges remain. The cost of production and specific installation requirements can deter potential users. Buyers need to reflect on these aspects. When considering a transition to Black Eptfe Membrane, it is crucial to weigh these factors. Balancing innovation with practicality is essential in making informed decisions in today's market.

Black ePTFE Membrane: Composition and Manufacturing Process Overview
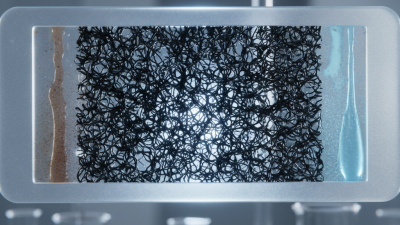
The black ePTFE membrane has gained attention for its unique composition and manufacturing process. Polytetrafluoroethylene (PTFE) is the primary material. This synthetic fluoropolymer is known for its exceptional chemical resistance and thermal stability. The addition of carbon black not only enhances the membrane's UV resistance but also provides a distinctive aesthetic appeal. Data from industry reports suggests that black ePTFE membranes can outperform conventional PTFE in applications where visibility and UV exposure are factors.
Manufacturing involves an extrusion process that creates a porous structure. This structure enhances breathability while maintaining impermeability to liquids. A report by a leading filtration association indicates that membranes with a higher porosity level can effectively filter particles as small as 0.1 microns. This efficiency is critical in various applications, including medical devices and outdoor gear. However, achieving optimal porosity requires careful calibration of manufacturing parameters, which can vary across production batches.
Despite these advantages, challenges exist in consistency and quality control. Variability in raw materials can affect the final product's performance. Manufacturers must adopt rigorous testing protocols to ensure reliability. This is essential for customers who rely heavily on the performance of black ePTFE membranes in demanding environments. Attention to detail during production is vital to minimize defects and ensure adherence to industry standards.
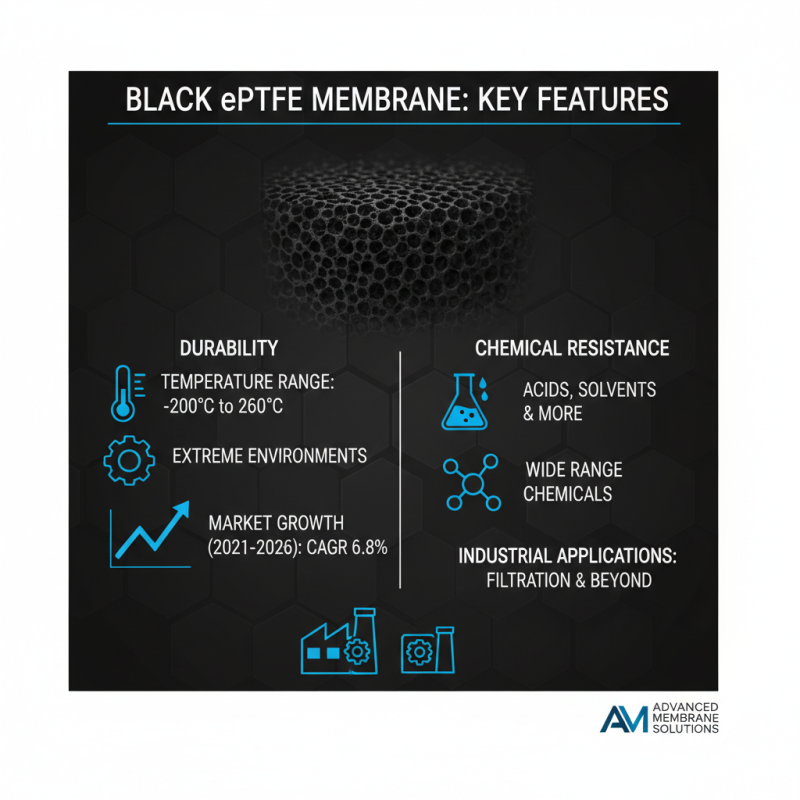
Key Features of Black ePTFE Membrane: Durability and Chemical Resistance
Black ePTFE membranes are recognized for their unique features and benefits, particularly in durability and chemical resistance. These membranes excel in extreme environments, often enduring temperatures from -200°C to 260°C. They also resist a wide range of chemicals, from acids to solvents, making them ideal for various industrial applications. According to recent industry analysis, the demand for durable filtration materials, including ePTFE membranes, is expected to grow at a compound annual growth rate (CAGR) of 6.8% between 2021 and 2026.
When evaluating ePTFE membranes, consider their strength and flexibility. These membranes are often tested for tensile strength and puncture resistance. A reliable report shows that high-quality ePTFE membranes maintain their integrity even under severe mechanical stress. This feature is critical in industries such as pharmaceuticals and wastewater treatment. Choosing the right membrane can significantly impact your processes and product outcomes.
Tip: Always request technical data sheets prior to procurement. This documentation can help you understand the specifications and performance of the membranes. Additionally, considering long-term operational costs is crucial. While initial prices may seem high, the longevity and resistance to chemicals can result in significant savings over time.
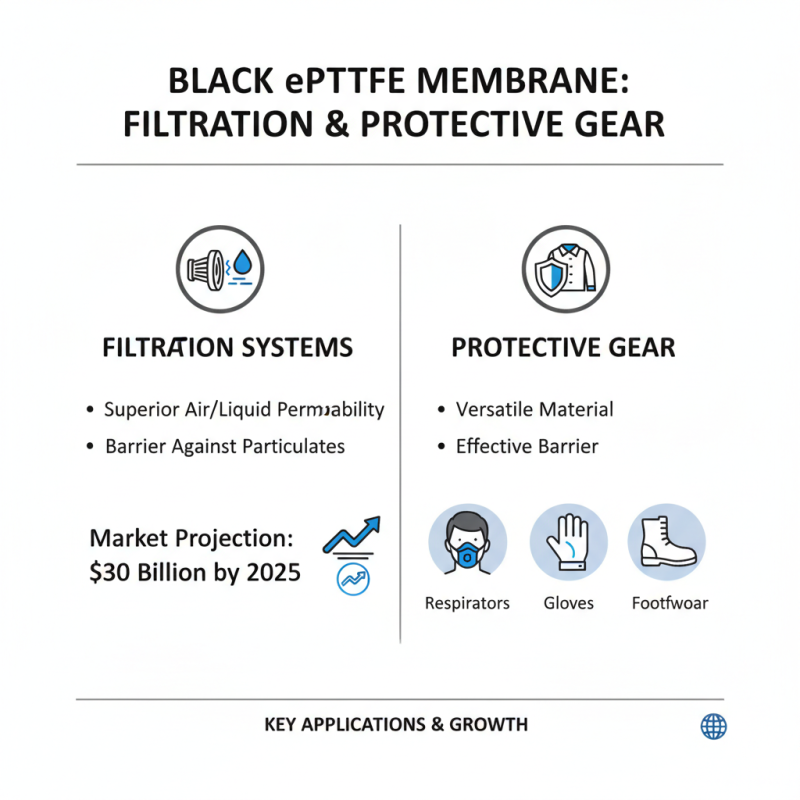
Applications of Black ePTFE Membrane in Filtration and Protective Gear
The black ePTFE membrane is a versatile material widely utilized in filtration systems and protective gear. Its unique structure allows for superior air and liquid permeability while providing an effective barrier against particulates. According to industry reports, the filtration membrane market is projected to reach 30 billion USD by 2025, with significant growth expected in various applications.
In filtration, black ePTFE membranes excel due to their hydrophobic properties. They repel water while allowing vapor and air to pass through. This characteristic is vital in environments requiring moisture control. Industries such as pharmaceuticals and food processing rely on these membranes for maintaining product integrity. They also enhance the performance of protective clothing by offering breathable yet protective barriers against airborne particles and liquids.
Tip: When selecting membranes, consider the specific requirements of your application. Not all membranes offer the same performance level.
However, there are challenges. The manufacturing process of ePTFE membranes can be complex and costly. Quality control remains a concern, as defects may compromise their efficiency. Understanding the trade-offs in material selection is essential. Users must weigh the benefits against potential downsides to make informed decisions.
Tip: Regular maintenance and testing of filtration systems can prevent costly failures. It's essential to review performance data periodically.
Global Market Trends for Black ePTFE Membranes: Demand and Supply Dynamics
The global market for black ePTFE membranes is witnessing considerable growth. Recent reports indicate a projected increase in demand of 5.8% annually. Industries such as aerospace, automotive, and medical are driving this trend. The exceptional chemical resistance and durability of ePTFE membranes make them ideal for various applications.
Supply dynamics are complicated. A limited number of manufacturers produce high-quality membranes, leading to an imbalance in supply. As demand surges, competition increases. This situation presents challenges for buyers seeking reliable sources. Some industry experts caution about over-reliance on existing suppliers.
Additionally, innovations are emerging in membrane technology. Researchers are developing more efficient production methods, but these advancements are not yet widespread. As buyers assess options, they need to weigh performance against availability. The evolving nature of ePTFE membranes requires constant industry engagement for informed decision-making.
Global ePTFE Membrane Market Trends
Comparative Analysis: Black ePTFE Membrane vs. Traditional Membranes
Black ePTFE membranes are gaining traction as a superior alternative to traditional membranes. They offer excellent durability and flexibility. The unique micro-porous structure provides impressive filtration capabilities. By allowing air and moisture to pass, they prevent the buildup of water, ensuring longevity.
In contrast, traditional membranes often fall short in these areas. They may fail under high-stress conditions, resulting in leaks. Additionally, their weight can hinder application in certain environments. Black ePTFE membranes, however, are lighter and more resilient. This combination enhances their efficiency in demanding situations.
Still, it's important to recognize the limits of black ePTFE membranes. They can be more expensive than traditional options. Some users may find installation challenging, requiring specialized knowledge. Careful consideration is vital. Not all applications necessitate the advanced features of black ePTFE membranes. Evaluating specific needs is crucial before making a decision.
Black ePTFE Membrane Features and Benefits for Global Buyers
| Feature |
Black ePTFE Membrane |
Traditional Membranes |
| Material |
Expanded Polytetrafluoroethylene (ePTFE) |
Polyester, Polypropylene |
| Weight |
Lightweight |
Heavier |
| Water Resistance |
Excellent |
Moderate |
| Durability |
High |
Variable |
| Breathability |
Optimal |
Limited |
| UV Resistance |
Superior |
Poor |
| Cost |
Higher Initial Investment |
Lower Initial Cost |
| Applications |
Medical, Outdoor Equipment, Architectural |
Industrial, Casual Clothing |